Required extrusion process for Vapor Chamber parts?

Cooling systems often mix many parts. A vapor chamber may include segments made by different methods. Can extrusion help build parts for vapor chamber assemblies?
Extruded metal parts can be used in vapor‑chamber assemblies — mostly for external fins, housings, or structural supports. But the core chamber shell rarely comes from extrusion.
Staying aware of which parts can or cannot be extruded helps designers avoid pitfalls. Below is a detailed guide.
Are extruded parts used in Vapor Chamber assemblies (e.g., flanges, sidewalls)?
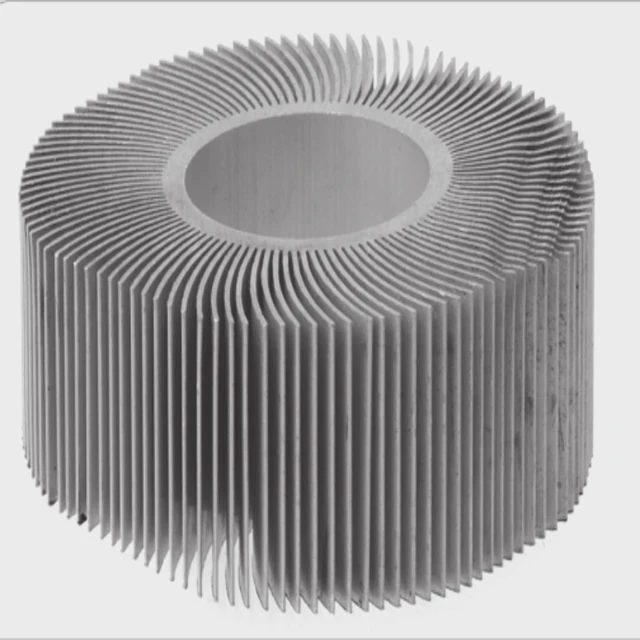
Many heat‑sink systems include fins or housings that attach to a vapor chamber base. These parts are often extruded because extrusion makes long parts fast and cheap. In those systems, extruded fins, fin‑blocks, or housings are usual.
Extrusion works well for aluminum fins or blocks because those parts do not need to hold vacuum or fluid. Designers often choose aluminum alloy extrusions for fins. Teams extrude a long fin stack, cut to length, then machine or surface‑finish it, then solder or bond it to the vapor chamber base.
In contrast, the sealed shell of a vapor chamber usually does not come from extrusion. The shell must be flat, thin‑walled, and able to hold internal fluid under vacuum or partial vacuum. That structure often needs stamping/bending of copper (or other metal), then welding or brazing to seal and weld a top plate. That demands manufacturing precision.
Extruded parts are common for support or external heat‑sink bodies. Pure chamber enclosures seldom use extrusion.
What tolerances apply to extruded components for Vapor Chambers?

Good thermal contact between the vapor chamber base and any attached parts is critical. Extruded parts must meet tight flatness and dimension tolerances before mounting.
Typical tolerance targets for extruded aluminum fins or housings in vapor‑chamber systems are:
- Flatness of the mating base surface within ± 0.05 mm over the contact area.
- Machined surface roughness Ra ≤ 1.6 μm to ensure good solder or bonding.
- Perpendicularity or alignment tolerance ± 0.1 mm for fins or sidewalls to avoid stress on the joint.
- Thickness tolerance ± 0.1 mm for fin walls, so airflow and thermal mass calculations remain valid.
| Tolerance Parameter | Typical Value | Notes |
|---|---|---|
| Base Flatness | ± 0.05 mm | Needed for solder uniformity |
| Surface Roughness (Ra) | ≤ 1.6 μm | Affects bonding and TIM application |
| Wall Thickness | ± 0.1 mm | Impacts fin performance |
| Perpendicularity | ± 0.1 mm | Prevents mounting stress |
Meeting these tolerances often requires post‑extrusion machining, milling, or surface grinding. Simple “as‑extruded” surfaces seldom suffice. Poor tolerance or uneven surface may cause uneven solder, gaps, poor thermal transfer, or stress that leads to joint failure under thermal cycling.
Hence when extruded parts join a vapor chamber, the manufacturer must treat them with precision finishing and inspection before assembly.
How is extrusion process integrated with stamping or machining of Vapor Chambers?

In typical vapor‑chamber based heat‑sink assemblies, the manufacturing flow mixes methods. One possible workflow:
- Extrude external fins or heat‑sink bodies — aluminum (or other alloy) extruded profiles are cut to length, then milled or surface‑finished to meet flatness and roughness specs.
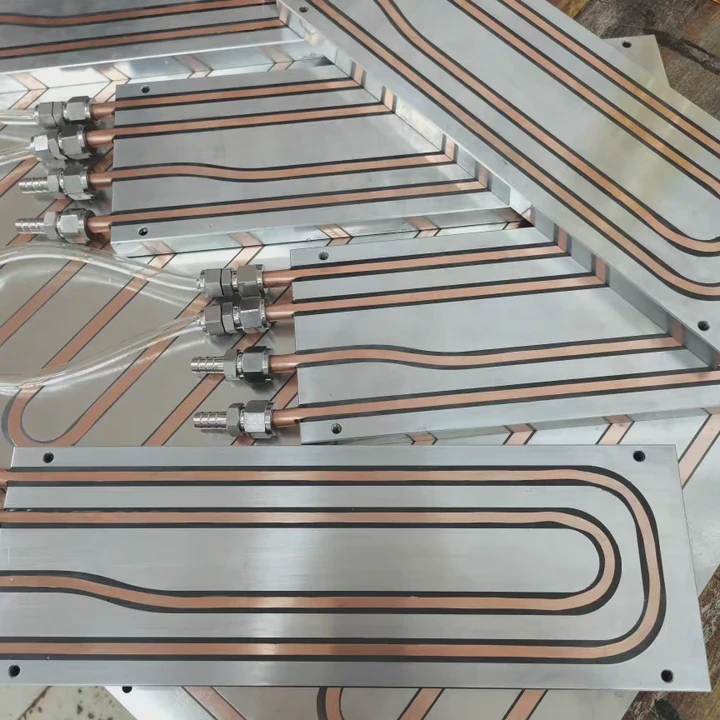
- Fabricate vapor chamber core — shell made from copper (or appropriate metal) sheets through stamping, bending, and CNC machining. Then top plate is added.
- Seal and weld — seam welding, brazing, diffusion bonding used to close the chamber. Then internal wick and working fluid (e.g. water, refrigerant) added; vacuum sealed.
- Join heat sink to chamber base — the extruded‑and‑machined fins (or housings) are soldered, bonded, or clamped onto vapor chamber base. The base surface is lapped or milled to ensure good contact.
- Final assembly and test — thermal testing, leak pressure test, stress or cycle test, inspection.
| Process Step | Method | Purpose |
|---|---|---|
| Extrusion | Aluminum profiles | Fins, housing |
| Stamping + CNC Machining | Copper plates | Chamber core shaping |
| Brazing / Diffusion Bond | Heat + vacuum seal | Close and vacuum‑tighten the shell |
| Surface Finishing | Lapping, polishing | Ensure contact area flatness |
| Assembly | Soldering, bonding | Join fins to vapor chamber |
This hybrid process uses extrusion only for parts not under vacuum or fluid pressure. The chamber’s core relies on stamping, machining, and precise sealing.
This mixed method works well. It keeps cost down for non‑critical external parts while ensuring reliability and performance for the core.
Does extrusion limit the complexity of shapes for Vapor Chamber parts?
Extrusion inherently limits geometry complexity. It produces uniform cross‑sections along the length. That works for fins, straight housings, supports — but not for complex, sealed chambers.
What extrusion can — and cannot — do
- ✅ Produce straight fins, bars, and flanges with uniform shape
- ✅ Create lightweight fin blocks for fan‑cooled heat sinks
- ❌ Cannot form enclosed hollow vacuum cavities
- ❌ Cannot shape internal wick channels or contours
- ❌ Cannot embed multiple layers or integrated ports
Because the chamber needs internal wick, vapor cavity, fluid channels, and often top plate, extrusion can’t make that. At best, extrusion might shape part of a support frame — but actual chamber body must come from metal forming, stamping, and welding.
Why stamping, machining, welding are preferred for chamber shell
- Stamping and bending form complex cavity shapes from flat copper.
- CNC adds precise holes, port structures, or fill access.
- Seam welding or laser brazing ensures vacuum integrity.
- Wick structures — like sintered powder or mesh — are inserted before final sealing.
Extrusion simply cannot deliver the flatness, internal complexity, or sealing quality needed for the heart of the vapor chamber.
Conclusion
Extrusion helps build fins, housings, and external parts that mount to vapor chambers. Those parts benefit from cost‑effective extrusion plus machining. But extrusion does not meet the demands of the vapor‑chamber core shell. The shell needs stamping, machining, welding, and precise sealing for internal fluid and vacuum. Manufacturers must mix processes — use extrusion where possible for cost‑effectiveness, but rely on forming and welding for critical chamber parts.
TAGS
Latest Articles

Volume discount levels for heat sink orders?
Buyers often ask when heat sink prices start to drop with volume. Many worry they’re overpaying for small orders. This guide explains how B2B volume pricing works for thermal components. Heat sink
21 Dec,2025
Heat sink long-term supply contract options?
Many buyers want stable pricing and reliable delivery for heat sinks. But without a clear contract, risks grow over time. This article explores how to secure better long-term supply deals. Long-term
21 Dec,2025
Tooling cost for new heat sink profiles?
Many engineers struggle to understand why tooling for custom heat sinks costs so much. They worry about budgeting and production timelines. This article breaks down the cost drivers behind tooling.
21 Dec,2025
Heat sink custom sample process steps?
Sometimes, starting a custom heat sink project feels overwhelming—too many steps, too many unknowns, and too many risks. You want a sample, but not endless delays. The process for requesting and
20 Dec,2025
Standard B2B terms for heat sink payments?
When buyers and sellers in B2B heat sink markets talk about payment, many don’t fully understand what’s standard. This can lead to delayed orders, miscommunication, and even lost business
20 Dec,2025
Heat sink pricing factors for large orders?
Heat sinks are vital for many systems. When prices rise, projects stall and budgets break. This problem can hit teams hard without warning. Large order heat sink pricing depends on many factors. You
20 Dec,2025Related Articles
- Vapor Chamber surface treatment standards?
- Vapor Chamber available ISO certifications?
- Recommended alloy grade for Vapor Chamber
- Vapor Chamber compatibility with aluminum alloy 6061?
- What is the maximum size of Vapor Chamber
- Vapor Chamber CNC machining accuracy requirements?
- Need CNS standard for Vapor Chamber?
- Vapor Chamber CE certificate requirements?
- Standard packaging for Vapor Chamber shipping?
- Does Vapor Chamber comply with REACH?
- Vapor Chamber vacuum testing procedure?
- Vapor Chamber CNC machining capability limits?
Author
Dr. Emily Chen
Chief AI Researcher
Leading expert in thermal dynamics and AI optimization with over 15 years of experience in data center efficiency research.
Categories
Latest Products






Recommend Categories
- Liquid cooling plate Manufacturer
- Industrial Heat Sink Manufacturer
- Standard Heat Sink Manufacturer
- Aluminum Heat Sink Manufacturer
- Copper Heat Sink Manufacturer
- Anodized Heatsink Manufacturer
- Stamping heat sink Manufacturer
- Die Casting Heatsink Manufacturer
- Soldering heat sink Manufacturer
- CNC Parts Manufacturer
Latest Products
- Wholesale Aluminum Radiator
- Water Cooling Plate Kit
- Water Cooling Heat Sink
- Water Cooling Heat Sink Kit
- Stainless Steel Water Distributor
- Server Water Cooling Plate Kit
- Server Liquid Cooling System
- Server Aluminum Cooling Kit
- S19 Full Cover Cooling Plate
- S19 Cooling Plate Kit
- S19 Aluminum Cooling Plate
Contact Expert
Have questions about this article? Reach out to our experts directly.