Can Vapor Chamber be laser cut?

Laser cutting is fast and clean — but can it handle the complexity of vapor chambers?
Yes — vapor chambers can sometimes be laser cut, but success depends on design, material, and post‑processing carefully.
Laser machining seems ideal for precise outlines, but vapor chambers are delicate systems. Let’s dig deeper into how laser cutting fits — or fails — in real applications.
Is laser cutting suitable for Vapor Chamber shaping?
Laser cutting promises speed and accuracy, especially for flat metal parts. But vapor chambers are more than just shaped sheets.
Laser cutting can shape vapor chambers when designs are simple and materials are compatible, but complex internal structures can limit its suitability.
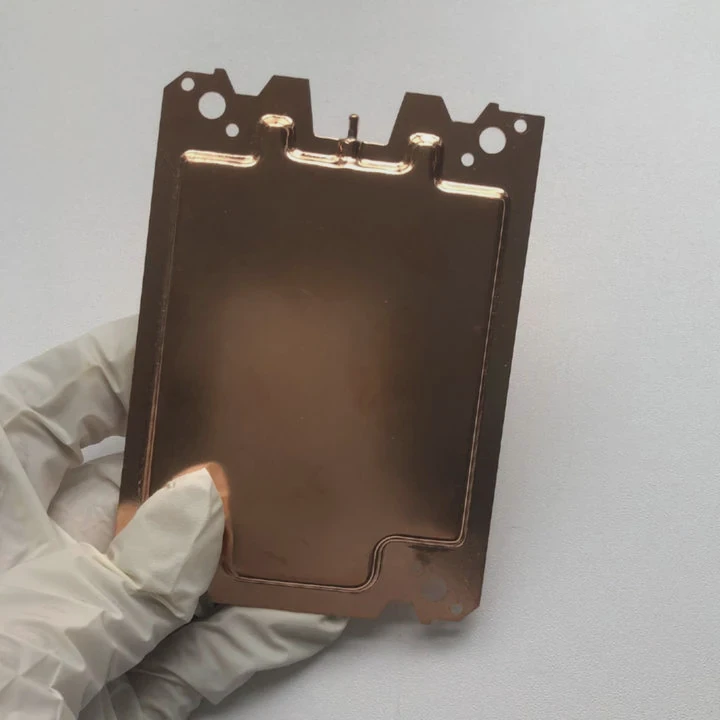
Laser works best for external contours, especially when cutting thin aluminium or copper plates. Most vapor chambers use these materials. If the chamber is flat, without 3D geometry or internal ribs, then laser cutting is practical. For instance, defining the overall rectangle or outer outline can be done in seconds. Mounting holes or corner cuts can also be added during the same cut.
But internal complexity changes everything. Vapor chambers include wick structures, inner columns, and fluid channels. These can’t be shaped by laser. They require stamping, welding, or chemical machining. Laser might cut the outer layer, but not help with interior formation.
Also, cutting too close to pre-formed internal structures risks damage. If the cut line gets too near wick structures, it can burn, detach, or melt them. That affects thermal performance.
Limitations in shape complexity
| Feature type | Laser suitability | Notes |
|---|---|---|
| Outer contour | High | Clean, fast cutting |
| Mounting hole | High | Standard and fast |
| Internal cavity shape | Low | Laser not useful for this |
| Wick pattern or layout | Not suitable | Must be preserved, not touched |
| Pre-sealed edges | Risky | Heat may compromise seal |
Laser is perfect for outer cuts before final sealing. If you plan to shape post-sealing, laser needs extra care.
Does laser affect vacuum integrity or seal zones?
The laser process uses heat, and vapor chambers depend on precise sealed zones. That’s a potential risk.
Yes — laser cutting can compromise vacuum integrity or sealing zones if cutting edges are not properly cleaned, inspected, and re‑sealed.

Laser heat may alter the microstructure around the seal. This can reduce bonding strength or lead to micro-cracks. Even tiny defects matter — vapor chambers operate in a vacuum. If air leaks in, the entire system fails.
Worse, laser-induced contamination can enter seal zones. Oxidation, soot, or metal spatter reduce weld or bond strength. That’s why many manufacturers avoid cutting after sealing.
If cutting must happen post-bonding, all laser edges must be cleaned, inspected, and often re-machined. Any surface touching a weld or bonded area should be mirror-smooth and contaminant-free.
Also, the internal structure like sintered wick can suffer. Heat from the laser can collapse pores or cause localized melting. If the wick gets clogged, it no longer circulates fluid effectively. That leads to local hot spots or failure in heat transport.
Where damage happens
| Laser target area | Risk Level | Effect on chamber |
|---|---|---|
| Outer flange | Low | Safe with care |
| Near seal edge | Medium | Heat can weaken bond |
| On bonded seam | High | May destroy vacuum seal |
| Over wick structure | Very High | Wick collapse or thermal failure |
Helium leak tests should be used after any laser cut near sealing areas. This ensures long-term reliability.
Are post-processing steps needed after laser cut?
Laser cutting is just the beginning. Afterward, the edges need care to match vapor chamber requirements.
Yes — post‑processing like deburring, edge cleaning, polishing, and sometimes re‑welding or leak testing is usually required after laser cutting a vapor chamber.

Raw laser cuts can leave burnt edges or fine burrs. These are unacceptable in parts that need to be welded or sealed. So post-processing is essential.
For thin aluminium or copper, cleaning may involve mechanical brushing, ultrasonic cleaning, or solvent rinses. Passivation may also help, especially to reduce corrosion risks for aluminium.
Edges that are part of the vacuum seal need polishing. Surface flatness matters. If there’s any warping or debris, the seal will leak. Milling or surface grinding may be added to smooth out cuts.
And finally, testing. Even perfect-looking seals can leak. Use helium leak detection or pressure drop tests to confirm the integrity.
Post-processing workflow
| Step | Purpose |
|---|---|
| Deburring | Remove sharp/broken edges |
| Solvent or ultrasonic clean | Eliminate oxidation and residue |
| Passivation (for Al) | Prevent corrosion |
| Surface polish or grind | Ensure flatness for welding |
| Leak testing | Confirm sealed system integrity |
Skipping any of these can lead to chamber failure in the field.
What thickness range supports laser machining?
Not all vapor chamber plates can be laser cut. Thickness plays a big role.
Typically, aluminium plates for vapor chambers between about 0.5 mm and 5 mm thickness are suitable for laser cutting; thicker plates may need other methods.

Laser works great on thin plates. In fact, most vapor chamber covers fall in the 1–3 mm range. These cut easily and don’t deform under heat. They keep their shape after cutting, and don’t burn through.
Too thin (<0.5 mm) and the plate warps. Too thick (>5 mm) and the cut edge gets rough, needs grinding, and may deform internally.
For most standard vapor chamber builds — especially planar aluminium ones — 1.5–2.5 mm is the sweet spot. This gives structure without excess weight, and is ideal for cutting and later forming or welding.
Here’s a quick breakdown:
| Thickness Range | Laser Cutting Feasibility | Notes |
|---|---|---|
| <0.5 mm | Low | Heat may warp, not stable |
| 0.5–1.0 mm | Moderate | Needs slow cut speed |
| 1.0–3.0 mm | High | Ideal for clean, precise cutting |
| 3.0–5.0 mm | Medium | May need post-polish |
| >5.0 mm | Low | Hard to cut cleanly, risk of slag |
These numbers guide laser selection and chamber design. Always match the cut method to material thickness.
Conclusion
Laser cutting can help shape vapor chambers when done before sealing, on compatible materials, and with proper edge treatment. It works best on flat aluminium plates between 1–3 mm thick. But heat effects, vacuum safety, and post-processing must be handled carefully to avoid performance issues.
TAGS
Latest Articles

Volume discount levels for heat sink orders?
Buyers often ask when heat sink prices start to drop with volume. Many worry they’re overpaying for small orders. This guide explains how B2B volume pricing works for thermal components. Heat sink
21 Dec,2025
Heat sink long-term supply contract options?
Many buyers want stable pricing and reliable delivery for heat sinks. But without a clear contract, risks grow over time. This article explores how to secure better long-term supply deals. Long-term
21 Dec,2025
Tooling cost for new heat sink profiles?
Many engineers struggle to understand why tooling for custom heat sinks costs so much. They worry about budgeting and production timelines. This article breaks down the cost drivers behind tooling.
21 Dec,2025
Heat sink custom sample process steps?
Sometimes, starting a custom heat sink project feels overwhelming—too many steps, too many unknowns, and too many risks. You want a sample, but not endless delays. The process for requesting and
20 Dec,2025
Standard B2B terms for heat sink payments?
When buyers and sellers in B2B heat sink markets talk about payment, many don’t fully understand what’s standard. This can lead to delayed orders, miscommunication, and even lost business
20 Dec,2025
Heat sink pricing factors for large orders?
Heat sinks are vital for many systems. When prices rise, projects stall and budgets break. This problem can hit teams hard without warning. Large order heat sink pricing depends on many factors. You
20 Dec,2025Related Articles
- Vapor Chamber prototype lead time estimate?
- Vapor Chamber weight reduction possibilities?
- Coating choices for Vapor Chamber exterior?
- How to calibrate Vapor Chamber testing equipment?
- Vapor Chamber suggested testing frequency?
- Does Vapor Chamber pass aging tests?
- Vapor Chamber quality documentation samples?
- Standard Vapor Chamber inspection procedure?
- Does Vapor Chamber need nitrogen environment?
- Vapor Chamber failure analysis methods?
- Vapor Chamber industry certification list?
- Does Vapor Chamber meet aerospace standards?
Author
Dr. Emily Chen
Chief AI Researcher
Leading expert in thermal dynamics and AI optimization with over 15 years of experience in data center efficiency research.
Categories
Latest Products






Recommend Categories
- Liquid cooling plate Manufacturer
- Industrial Heat Sink Manufacturer
- Standard Heat Sink Manufacturer
- Aluminum Heat Sink Manufacturer
- Copper Heat Sink Manufacturer
- Anodized Heatsink Manufacturer
- Stamping heat sink Manufacturer
- Die Casting Heatsink Manufacturer
- Soldering heat sink Manufacturer
- CNC Parts Manufacturer
Latest Products
- Wholesale Aluminum Radiator
- Water Cooling Plate Kit
- Water Cooling Heat Sink
- Water Cooling Heat Sink Kit
- Stainless Steel Water Distributor
- Server Water Cooling Plate Kit
- Server Liquid Cooling System
- Server Aluminum Cooling Kit
- S19 Full Cover Cooling Plate
- S19 Cooling Plate Kit
- S19 Aluminum Cooling Plate
Contact Expert
Have questions about this article? Reach out to our experts directly.